1. Introduction
Hydraulic cylinders, as the core executive components of hydraulic transmission systems, are widely used in construction machinery, industrial automation, aerospace, marine engineering, metallurgy and other fields, undertaking the task of converting hydraulic energy into mechanical energy and realizing linear reciprocating motion. The hydraulic cylinder barrel, as the ""body"" of the hydraulic cylinder, bears the internal hydraulic pressure (usually 10-35 MPa, and high-pressure hydraulic cylinders can reach more than 100 MPa), accommodates the reciprocating motion of the piston, and ensures the sealing performance of the hydraulic oil. Its structural design, material selection and processing precision directly affect the output force, motion stability, sealing reliability and service life of the hydraulic cylinder.
In practical engineering applications, hydraulic cylinder barrel failures (such as barrel burst, internal wear, oil leakage, deformation) are often caused by unreasonable design—for example, insufficient wall thickness leading to pressure-bearing failure, poor inner surface finish leading to seal wear and oil leakage, and improper material selection leading to corrosion and fatigue damage. These failures not only affect the normal operation of equipment, but also may lead to safety accidents and economic losses. Therefore, adhering to scientific design principles and following standardized design processes are the key to ensuring the quality and performance of hydraulic cylinder barrels.
At present, there are many types of hydraulic cylinders, and their working conditions (pressure, temperature, medium, environment) vary greatly, which puts forward different design requirements for cylinder barrels. However, the core design principles and basic design processes of hydraulic cylinder barrels are universal. This paper focuses on the core principles and standardized processes of hydraulic cylinder barrel design, systematically sorts out the key links and technical points of design, and combines industry standards and practical engineering experience to provide a comprehensive design guide, helping practitioners avoid design mistakes and improve design efficiency and quality.
2. Core Design Principles of Hydraulic Cylinder Barrels
The design of hydraulic cylinder barrels must follow the core principles of safety, reliability, economy and feasibility, combining the working conditions of the hydraulic cylinder (working pressure, temperature, motion speed, medium type, service environment) and performance requirements (output force, positioning accuracy, service life) to achieve the optimal balance between performance and cost. The specific core principles are as follows:
2.1 Pressure-Bearing Safety Principle
Pressure-bearing safety is the primary principle of hydraulic cylinder barrel design. The cylinder barrel must be able to withstand the maximum working pressure of the hydraulic system (including peak pressure caused by pressure impact) without deformation, burst or damage. The design must fully consider the pressure-bearing capacity of the cylinder barrel, conduct accurate strength calculation, and reserve a reasonable safety margin (usually 1.2-1.5 times the maximum working pressure) to avoid safety accidents caused by insufficient pressure-bearing capacity.
In addition, the cylinder barrel must have good fatigue resistance. Under the action of alternating hydraulic pressure (reciprocating motion of the piston leads to alternating pressure changes in the cylinder barrel), it can resist fatigue damage and ensure long-term stable operation. The fatigue strength of the cylinder barrel is closely related to material selection, wall thickness design, surface treatment and processing quality.
2.2 Structural Rigidity Principle
Structural rigidity refers to the ability of the cylinder barrel to resist deformation under the action of internal hydraulic pressure and external loads. Insufficient rigidity will lead to radial deformation of the cylinder barrel, which will affect the fit accuracy between the piston and the cylinder barrel, cause uneven wear of the piston and seals, and even lead to oil leakage and reduced motion stability. Therefore, the cylinder barrel design must ensure sufficient rigidity, especially for long-stroke, large-diameter cylinder barrels, which are more prone to deformation and need to be reinforced or optimized in structure.
The rigidity of the cylinder barrel is mainly determined by its wall thickness, material elastic modulus, and structural form. In the design, it is necessary to calculate the radial deformation of the cylinder barrel under working pressure and ensure that the deformation is within the allowable range (usually not exceeding 0.01-0.03 mm) to avoid affecting the sealing performance and motion accuracy.
2.3 Sealing Reliability Principle
The hydraulic cylinder barrel must cooperate with the piston seals and rod seals to form a closed hydraulic cavity, ensuring that the hydraulic oil does not leak (internal leakage or external leakage). Therefore, the design of the cylinder barrel must consider the sealing reliability, focusing on the precision of the inner surface (finish, roundness, cylindricity), the structural design of the cylinder head and end cover connection, and the matching accuracy with the seals.
The inner surface finish of the cylinder barrel directly affects the sealing effect and service life of the seals. Too low finish will cause rapid wear of the seals, leading to oil leakage; too high finish will increase processing costs without obvious improvement in sealing performance. Generally, the inner surface finish of the cylinder barrel is required to be Ra 0.2-0.8 μm, and the roundness and cylindricity are not more than 0.005-0.01 mm per 100 mm length.
2.4 Wear Resistance Principle
During the working process of the hydraulic cylinder, the piston and seals move reciprocally inside the cylinder barrel, resulting in friction between the inner surface of the cylinder barrel and the piston/seals. Therefore, the inner surface of the cylinder barrel must have good wear resistance to reduce friction loss, extend the service life of the cylinder barrel and seals, and ensure the long-term stable operation of the hydraulic cylinder.
To improve the wear resistance of the cylinder barrel, measures such as selecting wear-resistant materials, performing surface treatment (such as chrome plating, nitriding, honing), and optimizing the surface roughness can be adopted. For hydraulic cylinders working in harsh environments (such as dust, corrosion), the wear resistance and corrosion resistance of the cylinder barrel need to be further enhanced.
2.5 Process Feasibility Principle
The design of the hydraulic cylinder barrel must be combined with the actual processing level and production conditions, ensuring that the structure is easy to process, assemble and maintain, and reducing production costs. Unreasonable structural design (such as complex internal grooves, excessive precision requirements) will increase processing difficulty, reduce production efficiency, and even lead to unqualified products.
In the design process, it is necessary to comprehensively consider the processing technology of the cylinder barrel (such as forging, casting, machining, surface treatment), select a reasonable structural form and precision level, and balance the relationship between performance requirements and processing costs. At the same time, the design should also consider the assembly of internal components (piston, piston rod, seals) and the maintenance of the cylinder barrel (such as disassembly and replacement of seals).
2.6 Economy Principle
On the premise of meeting the performance and safety requirements, the design of the hydraulic cylinder barrel should pursue economy, reduce production costs and use costs. This can be achieved by optimizing the structural design (reducing material consumption), selecting appropriate materials (avoiding over-specification materials), and adopting reasonable processing technology (reducing processing man-hours).
It should be noted that the economy principle cannot be at the expense of safety and reliability. Blindly reducing wall thickness or selecting low-grade materials to save costs will lead to reduced performance and shortened service life of the cylinder barrel, and even increase the risk of failure, resulting in greater economic losses in the long run.
3. Standardized Design Process of Hydraulic Cylinder Barrels
The standardized design process of hydraulic cylinder barrels is a systematic and step-by-step work, which ensures that the design is scientific, reasonable and feasible. The process is divided into 8 key links, from demand analysis to performance testing, forming a closed-loop design system. Each link is closely connected, and the quality of each link directly affects the final design effect. The detailed process is as follows:
3.1 Demand Analysis and Parameter Determination
Demand analysis is the starting point of hydraulic cylinder barrel design, and it is necessary to clarify the working conditions and performance requirements of the hydraulic cylinder, which is the basis for subsequent design work. The specific content includes:
- Working Conditions: Clarify the maximum working pressure, working temperature range (usually -20℃ to 80℃, special environments can reach -40℃ to 150℃), hydraulic medium type (such as mineral oil, water-glycol, fire-resistant hydraulic oil), service environment (such as indoor, outdoor, dusty, corrosive, marine), and motion speed of the piston (usually 0.01-0.5 m/s).
- Performance Requirements: Determine the output force of the hydraulic cylinder (which determines the inner diameter of the cylinder barrel), stroke length (which determines the length of the cylinder barrel), positioning accuracy, service life (usually not less than 5000 working hours), and sealing requirements (no internal leakage, external leakage meets the standard).
- Installation Requirements: Clarify the installation mode of the hydraulic cylinder (flange, foot, trunnion), which affects the structural design of the cylinder barrel end and the connection mode with the cylinder head.
- Standard Requirements: Determine the applicable industry standards (such as ISO 6020/2, GB/T 14039) to ensure that the design meets the standard requirements for dimensions, performance and safety.
Based on the demand analysis, determine the key design parameters of the cylinder barrel, including inner diameter D, outer diameter D0, wall thickness δ, length L, and connection thread specifications.
3.2 Material Selection
The selection of cylinder barrel materials is based on working pressure, working temperature, hydraulic medium, service environment and performance requirements. The material must have good strength, toughness, wear resistance, corrosion resistance and processability. Common materials for hydraulic cylinder barrels are as follows:
- Carbon Steel and Alloy Steel: The most commonly used materials, suitable for most hydraulic cylinder barrels. For medium and low pressure hydraulic cylinders (working pressure ≤ 25 MPa), carbon steel (such as 45# steel) is usually used; for high pressure hydraulic cylinders (working pressure > 25 MPa), alloy steel (such as 40Cr, 35CrMo, 27SiMn) is used, which has higher strength, fatigue resistance and impact resistance.
- Stainless Steel: Suitable for hydraulic cylinders working in corrosive environments (such as chemical industry, marine engineering) or using corrosive hydraulic media. Common types include 304, 316L stainless steel, which have good corrosion resistance and wear resistance, but higher cost.
- Aluminum Alloy: Suitable for light-weight hydraulic cylinders (such as aerospace, automotive equipment), with the advantages of light weight, good thermal conductivity and corrosion resistance, but lower strength, suitable for low pressure scenarios (working pressure ≤ 10 MPa).
After selecting the material, it is necessary to clarify the material specifications and heat treatment requirements (such as quenching and tempering, annealing), to ensure that the material performance meets the design requirements. For example, 45# steel is usually tempered at 220-250℃ after quenching, with a hardness of 220-250 HB; 40Cr steel is tempered at 300-350℃ after quenching, with a hardness of 240-280 HB.
3.3 Structural Design
The structural design of the hydraulic cylinder barrel mainly includes inner surface structure, end structure, connection structure and auxiliary structure, which directly affects the performance, assembly and maintenance of the cylinder barrel.
- Inner Surface Structure: The inner surface of the cylinder barrel is the matching surface with the piston and seals, which must be smooth, uniform and free of defects (such as scratches, burrs, pores). The inner surface is usually processed by honing to ensure the required finish, roundness and cylindricity. For long-stroke cylinder barrels, it is necessary to consider the straightness of the inner surface to avoid uneven wear caused by piston jitter.
- End Structure: The two ends of the cylinder barrel are connected to the cylinder head and end cover, and the common end structures include threaded connection, flange connection, and welding connection. Threaded connection is simple in structure and easy to disassemble, suitable for small and medium-sized cylinder barrels; flange connection has high connection strength and good sealing performance, suitable for large-diameter, high-pressure cylinder barrels; welding connection has high strength but is not easy to disassemble, suitable for fixed connection scenarios.
- Connection Structure: The connection between the cylinder barrel and the cylinder head/end cover must ensure sealing reliability and connection strength. For threaded connection, a sealing groove is usually set to install O-rings or combination seals; for flange connection, bolt connection is used, and a gasket or seal ring is installed between the flange surfaces to prevent oil leakage.
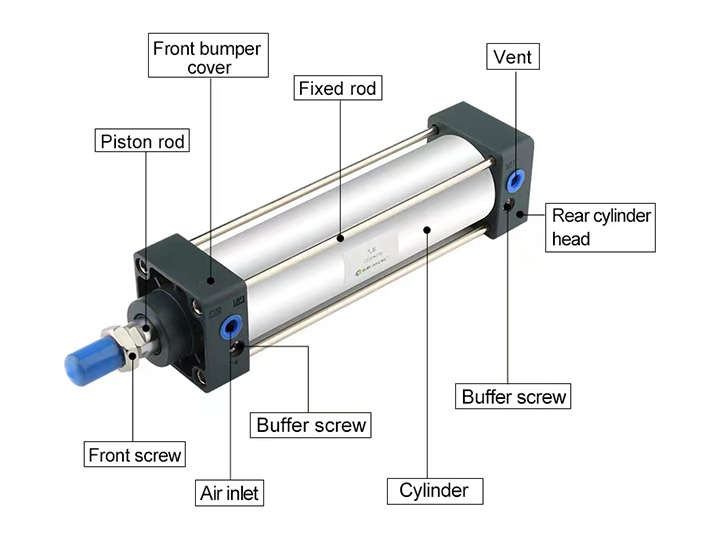
- Auxiliary Structure: According to the working requirements, auxiliary structures such as oil inlet/outlet ports, exhaust ports, and buffer grooves can be set on the cylinder barrel. The oil inlet/outlet ports are used to connect the hydraulic pipeline, and the size is determined according to the flow rate of the hydraulic oil; the exhaust port is used to discharge the air in the cylinder barrel to avoid air resistance affecting motion stability; the buffer groove is set at both ends of the cylinder barrel to reduce the impact when the piston moves to the end of the stroke.
3.4 Strength and Rigidity Calculation
Strength and rigidity calculation is the core link of hydraulic cylinder barrel design, which ensures that the cylinder barrel can withstand the working pressure without deformation or damage. The calculation is based on the material performance, design parameters and working pressure, and follows the relevant industry standards.
- Strength Calculation: The main purpose is to calculate the minimum wall thickness of the cylinder barrel to ensure that it can withstand the maximum working pressure. For thick-walled cylinders (δ/D > 0.1), the Lame formula is used for calculation; for thin-walled cylinders (δ/D ≤ 0.1), the thin-walled cylinder formula is used. The minimum wall thickness δmin is calculated as follows:
- Thin-walled cylinder: δmin = (p×D)/(2×[σ]) + C, where p is the maximum working pressure (MPa), D is the inner diameter of the cylinder barrel (mm), [σ] is the allowable stress of the material (MPa), and C is the safety margin (usually 1-2 mm, considering corrosion, processing error and other factors).
- Thick-walled cylinder: δmin = D×[(√(σs/(σs - 2p)) - 1)/2] + C, where σs is the yield strength of the material (MPa).
- Rigidity Calculation: The main purpose is to calculate the radial deformation of the cylinder barrel under working pressure, ensuring that the deformation is within the allowable range. The radial deformation Δr is calculated as follows: Δr = (p×D×(D0² + D²))/(4×E×(D0² - D²)), where E is the elastic modulus of the material (MPa), D0 is the outer diameter of the cylinder barrel (mm). The allowable radial deformation is usually not more than 0.01-0.03 mm.
- Fatigue Strength Check: For hydraulic cylinders working under alternating pressure, fatigue strength check is required to ensure that the cylinder barrel does not suffer fatigue damage. The fatigue strength check is based on the material fatigue limit, alternating pressure amplitude and stress concentration factor.
3.5 Process Design
Process design is to determine the processing technology of the cylinder barrel, ensuring that the design can be realized in production, and improving processing efficiency and product quality. The process design includes blank selection, machining process, surface treatment process and assembly process.
- Blank Selection: According to the material and structural size of the cylinder barrel, select the appropriate blank form, such as forging blank (suitable for high-pressure, large-diameter cylinder barrels, with high material density and strength), casting blank (suitable for complex structures, low cost), and seamless steel pipe blank (suitable for medium and small-sized cylinder barrels, simple processing).
- Machining Process: Determine the machining steps of the cylinder barrel, including turning (outer diameter, end face, thread), boring (inner diameter), honing (inner surface), and drilling (oil inlet/outlet ports, exhaust ports). The machining precision and surface finish of each step are clearly defined, and the machining equipment and tools are selected.
- Surface Treatment Process: According to the service environment and performance requirements, select the appropriate surface treatment method for the cylinder barrel. Common surface treatment methods include:
- Honing: Improve the finish, roundness and cylindricity of the inner surface, reduce friction and wear.
- Chrome Plating: Improve the wear resistance and corrosion resistance of the inner surface, suitable for harsh working environments.
- Nitriding: Improve the surface hardness and wear resistance, without increasing the thickness of the cylinder barrel.
- Anti-Corrosion Coating: For cylinder barrels working in corrosive environments, apply anti-corrosion coating (such as epoxy resin) on the outer surface to prevent corrosion.
- Assembly Process: Determine the assembly steps of the cylinder barrel with other components (piston, piston rod, cylinder head, seals), clarify the assembly sequence, assembly torque and inspection requirements, ensuring that the assembly is accurate and reliable.
3.6 Drawing Design and Standardization
Based on the above design content, draw the detailed drawing of the hydraulic cylinder barrel, including the part drawing and assembly drawing. The drawing must comply with the national drawing standards (such as GB/T 4457, GB/T 4458), and clearly mark the dimensions, tolerances, surface finish, material, heat treatment requirements, and assembly requirements.
In the drawing design, it is necessary to implement standardization, select standard parts (such as seals, threads, flanges) as much as possible to reduce design and production costs. At the same time, the drawing should be reviewed to check whether the structural design, size, material and other aspects are reasonable, and whether they meet the performance and safety requirements.
3.7 Quality Inspection
Quality inspection is an important link to ensure the design quality of the cylinder barrel, which is carried out throughout the production process. The inspection content includes:
- Material Inspection: Check the material composition, mechanical properties (strength, hardness, toughness) and heat treatment effect to ensure that the material meets the design requirements.
- Machining Precision Inspection: Check the inner diameter, outer diameter, wall thickness, length, roundness, cylindricity, straightness and surface finish of the cylinder barrel, using measuring tools such as calipers, micrometers, dial indicators and roughness meters.
- Surface Treatment Inspection: Check the thickness, adhesion and wear resistance of the surface treatment layer (such as chrome plating layer, nitriding layer), and check for defects such as peeling, cracks and rust.
- Sealing Performance Inspection: Assemble the cylinder barrel with other components, conduct a pressure test (usually 1.25-1.5 times the maximum working pressure), and check for internal and external leakage. The pressure test time is usually 30-60 minutes, and there should be no leakage, deformation or damage.
3.8 Performance Testing and Optimization
After the
cylinder barrel is manufactured and inspected, performance testing is carried out to verify whether its performance meets the design requirements. The performance testing includes load testing, speed testing, fatigue testing and service life testing.
If the test results do not meet the design requirements, the design should be optimized—for example, adjusting the wall thickness, replacing materials, improving surface treatment, or optimizing the structural design. After optimization, re-test until the performance meets the requirements. This forms a closed-loop optimization of the design, ensuring the reliability and stability of the cylinder barrel.
4. Key Design Points and Common Problems Solutions
In the process of hydraulic cylinder barrel design, there are some key design points that need special attention, and common problems are easy to occur. Grasping these key points and solving common problems in time can improve the design quality and avoid failures.
4.1 Key Design Points
- Inner Surface Precision: The inner surface finish, roundness and cylindricity are the key to ensuring sealing performance and wear resistance. It is recommended to use honing processing, and control the finish to Ra 0.2-0.8 μm, roundness and cylindricity to not more than 0.005-0.01 mm per 100 mm length.
- Wall Thickness Design: The wall thickness must be calculated accurately according to the working pressure and material performance, and a reasonable safety margin must be reserved. For high-pressure cylinder barrels, thick-walled cylinder design should be adopted, and the Lame formula should be used for calculation to avoid insufficient pressure-bearing capacity.
- Connection Structure Sealing: The connection between the cylinder barrel and the cylinder head/end cover must be sealed reliably. For threaded connection, select appropriate seals and set sealing grooves reasonably; for flange connection, ensure that the flange surface is flat and the bolt torque is uniform.
- Surface Treatment Selection: Select the appropriate surface treatment method according to the service environment. For corrosive environments, stainless steel or chrome plating should be used; for high-wear environments, nitriding or chrome plating should be used to improve wear resistance.
- Heat Treatment: The material heat treatment must meet the requirements to ensure the strength, toughness and fatigue resistance of the cylinder barrel. For alloy steel, quenching and tempering treatment should be carried out to improve the comprehensive mechanical properties.
4.2 Common Problems and Solutions
- Problem 1: Cylinder Barrel Burst
- Causes: Insufficient wall thickness, material performance not meeting requirements, heat treatment not up to standard, pressure impact exceeding the design limit.
- Solutions: Re-calculate the wall thickness and increase the safety margin; select materials that meet the requirements and ensure the heat treatment effect; install a pressure relief valve in the hydraulic system to avoid pressure impact.
- Problem 2: Oil Leakage
- Causes: Poor inner surface finish, uneven wear of the cylinder barrel, unreasonable sealing structure, damage to seals.
- Solutions: Improve the inner surface finish by honing; replace worn cylinder barrels or repair the inner surface; optimize the sealing structure and select appropriate seals; regularly check and replace seals.
- Problem 3: Inner Surface Wear
- Causes: Poor surface treatment, impure hydraulic medium (containing impurities), insufficient lubrication, excessive motion speed.
- Solutions: Adopt appropriate surface treatment (such as chrome plating, nitriding); install a filter in the hydraulic system to ensure the cleanliness of the hydraulic medium; add lubricating additives to the hydraulic oil; adjust the motion speed to the allowable range.
- Problem 4: Cylinder Barrel Deformation
- Causes: Insufficient rigidity, uneven stress during installation, excessive external load, high working temperature.
- Solutions: Increase the wall thickness or optimize the structural design to improve rigidity; ensure that the installation is accurate and the stress is uniform; avoid overloading the hydraulic cylinder; take heat dissipation measures to control the working temperature.