Hydraulic cylinders serve as critical power-transmission components in diverse industrial and mobile machinery—from construction excavators and agricultural tractors to manufacturing assembly lines and material handling equipment. When these cylinders fail, it triggers costly operational downtime, disrupted workflows, and potential cascading damage to associated systems. Among the most widely used hydraulic cylinder designs, welded hydraulic cylinders stand out for their compact footprint, high structural rigidity, and suitability for heavy-duty applications. Yet, when wear, damage, or malfunction occurs, a pressing question emerges: *Can welded hydraulic cylinders be repaired effectively?*
This article explores the repairability of welded hydraulic cylinders, examining their unique design constraints, common failure modes, step-by-step repair processes, and the tradeoffs between repair and replacement. By clarifying these aspects, it aims to guide maintenance teams, engineers, and equipment operators in making cost-effective, safe, and operationally sound decisions.
1. Understanding Welded Hydraulic Cylinders: Design and Advantages
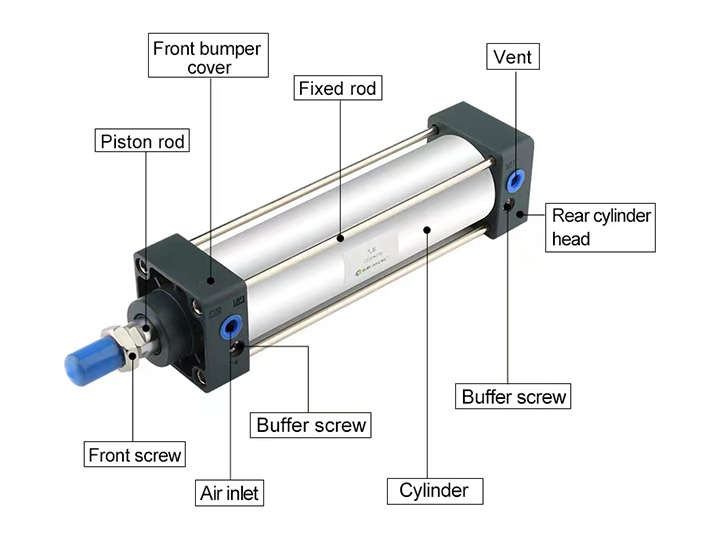
Welded hydraulic cylinders are defined by their one-piece construction, where the end caps (head and cap) are permanently welded directly to the cylinder tube—unlike tie-rod cylinders, which use threaded rods to fasten end caps to the tube. This welded design eliminates the need for external fasteners, delivering three key advantages that make them indispensable in demanding environments:
- Compactness & Weight Efficiency: Without tie rods or bulky flanges, welded cylinders have a smaller outer diameter and lighter weight relative to tie-rod cylinders of the same bore size and pressure rating. This makes them ideal for installations with limited space (e.g., excavator arms, compact loaders).
- High Structural Integrity: Welded joints distribute stress evenly across the cylinder body, enabling resistance to high operating pressures (often up to 3000 psi or higher) and mechanical shock—critical for heavy lifting, pushing, or pulling applications.
- Enhanced Contamination Resistance: The seamless welds between the tube and end caps reduce potential entry points for dirt, debris, or moisture, minimizing seal degradation and internal component wear.
However, this same welded construction introduces a primary challenge for repair: disassembly requires removing or modifying permanent welds, which demands specialized skills and precision to avoid compromising the cylinder’s structural integrity.
Before evaluating repairability, it is essential to identify the root cause of failure. Welded hydraulic cylinders typically malfunction due to four common issues—most of which are repairable with proper expertise:
| Failure Mode | Description | Primary Causes |
|--------------|-------------|----------------|
| Seal Leakage | Visible fluid leakage (hydraulic oil) at the rod gland, end cap, or tube-weld interface; reduced cylinder speed or force output. | Worn or damaged seals (rod seals, piston seals, wiper seals); improper seal installation; contamination (debris scratching seal surfaces); or excessive rod side-loads. |
| Bent/Pitted活塞杆 (Rod) | Physical deformation of the piston rod (e.g., bending, bowing) or surface damage (pitting, scoring, corrosion); causes uneven seal wear and leakage. | Excessive side loads (e.g., misalignment between the cylinder and load); impact damage (e.g., collisions with debris); or inadequate rod coating (chrome plating) maintenance. |
| Cylinder Tube Damage | Internal scoring, corrosion, or wall thinning of the tube; leads to piston seal failure, pressure loss, or uneven cylinder movement. | Contamination (e.g., metal shavings from worn components circulating in oil); overpressurization (exceeding the tube’s pressure rating); or chemical degradation (incompatible hydraulic fluid). |
| Weld Joint Degradation | Cracks, separation, or fatigue in the welds connecting the end cap to the tube; rare but high-risk failure that can cause catastrophic fluid loss. | Poor original weld quality (e.g., incomplete penetration, porosity); cyclic stress (repeated extension/retraction); or thermal shock (extreme temperature fluctuations). |
3. Core Question: Are Welded Hydraulic Cylinders Repairable?
The short answer is yes—welded hydraulic cylinders can be repaired, but repairability depends on two critical factors:
1. The severity and location of damage (e.g., a worn seal is repairable; a cracked tube may not be).
2. The cost-effectiveness of repair versus replacement (e.g., a minor repair is cheaper than a new cylinder; severe damage may reverse this).
Repair is almost always feasible for non-catastrophic issues (e.g., seal replacement, rod straightening, or surface refinishing). Even for weld-related damage, skilled technicians can repair or rework welds—provided the tube and end caps remain structurally sound. However, repair becomes impractical if:
- The cylinder tube is cracked, severely corroded, or has wall thickness below the minimum safety threshold.
- The piston rod is bent beyond the point of straightening (e.g., permanent deformation of the rod’s metallurgical structure).
- The cost of repair (labor + parts + testing) exceeds 60–70% of the cost of a new, OEM-spec cylinder (a common industry benchmark).
4. Step-by-Step Repair Process for Welded Hydraulic Cylinders
Repairing welded hydraulic cylinders is a precision-driven process that requires adherence to industry standards (e.g., ISO 4413 for hydraulic cylinders) and specialized equipment. Below is a standardized, professional repair workflow:
Step 1: Comprehensive Diagnosis & Inspection
Before disassembly, technicians perform a thorough assessment to confirm the failure mode and rule out hidden damage:
- Visual Inspection: Check for external leaks, rod bending, weld cracks, or corrosion.
- Functional Testing: Measure cylinder extension/retraction speed, force output, and pressure holding (using a hydraulic test bench) to identify pressure drops or uneven movement.
- Internal Inspection: Use a bore gauge to check tube internal diameter (for wear or out-of-roundness) and a dial indicator to measure rod straightness. For hard-to-reach areas, a borescope may be used to inspect internal surfaces.
Step 2: Safe Disassembly
Disassembly is the most critical phase for welded cylinders, as it involves modifying permanent welds:
1. Pressure Relief: Fully drain hydraulic fluid and relieve residual pressure to prevent accidental movement or fluid spray.
2. Weld Removal: Use precision tools (e.g., plasma cutters, grinding wheels) to carefully remove welds at the end cap-tube interface. Technicians must avoid overheating the tube or end caps, as excessive heat can alter the material’s mechanical properties (e.g., annealing, which reduces strength).
3. Component Extraction: Remove the piston, rod assembly, and internal seals from the tube. Carefully document component orientation (e.g., seal direction) to ensure correct reassembly.
Step 3: Component Refurbishment or Replacement
Each disassembled part is evaluated for reuse or replacement:
- Piston Rod: If bent, it may be straightened using hydraulic presses or precision straightening machines (for minor bends); severely damaged rods are replaced with OEM-matched rods (ensuring compatibility with bore size and thread specifications). Surface pitting or scoring can be repaired via chrome plating or thermal spraying (e.g., HVOF—High-Velocity Oxygen Fuel coating) to restore smoothness.
- Cylinder Tube: Internal scoring may be addressed via honing (to restore a uniform surface finish); minor corrosion is removed via chemical cleaning. Tubes with cracks or excessive wall thinning are discarded.
- Seals & Hardware: Seals (rod seals, piston seals, O-rings, wiper seals) are *always replaced* (even if visually intact) to ensure long-term reliability. Worn bearings, bushings, or snap rings are also replaced with OEM-grade components.
- End Caps: Welded end caps are inspected for cracks or deformation; if undamaged, they are cleaned and prepared for re-welding.
Step 4: Reassembly & Precision Welding
Reassembly requires strict adherence to OEM tolerances and welding standards:
1. Component Preparation: Clean all parts (using solvent-based cleaners compatible with hydraulic fluid) to remove debris, oil, or oxidation. Lubricate seals with hydraulic fluid before installation to prevent tearing.
2. Piston & Rod Assembly: Install new seals on the piston and rod, then insert the assembly into the cylinder tube. Ensure the piston moves freely without binding (checked via manual rotation or sliding).
3. End Cap Reattachment: Position the end caps onto the tube, aligning them to the original OEM marks (to maintain concentricity between the rod and tube). Welding is performed using GMAW (MIG) or TIG processes—selected based on the tube material (e.g., carbon steel, stainless steel). Welds must be free of porosity, undercutting, or incomplete penetration; post-weld heat treatment may be required for high-strength materials to relieve residual stress.
Step 5: Post-Repair Testing & Validation
No repair is complete without rigorous testing to ensure safety and performance:
- Pressure Testing: The cylinder is pressurized to 1.5x its maximum operating pressure (per ISO 4413) and held for a specified duration (typically 5–10 minutes) to check for leaks at welds, seals, or ports.
- Functional Testing: Mount the cylinder on a test bench to verify extension/retraction speed, force output, and smooth operation. Rod alignment is checked to ensure no side loads are generated during movement.
- Quality Documentation: Record test results, weld specifications, and replaced components in a repair log—critical for traceability and future maintenance.
5. Benefits of Repairing Welded Hydraulic Cylinders
When damage is minor to moderate, repair offers clear advantages over replacement:
- Cost Savings: Repairing a cylinder typically costs 30–50% less than purchasing a new OEM unit, especially for large-bore or high-pressure models. For fleets or industrial facilities with multiple cylinders, these savings compound over time.
- Reduced Downtime: In many cases, repair can be completed in 1–3 days (depending on part availability), whereas lead times for new custom cylinders may range from 1–4 weeks. This minimizes operational disruption—critical for time-sensitive industries like construction or manufacturing.
- Sustainability: Repair reduces waste by extending the lifecycle of existing components, lowering demand for raw materials (e.g., steel, chrome) and the energy required to manufacture new cylinders. This aligns with industrial sustainability goals (e.g., ISO 14001).
- OEM Compatibility: Professional repairs use OEM-spec parts and adhere to original design tolerances, ensuring the repaired cylinder performs identically to a new unit—avoiding the risks of aftermarket replacements (e.g., misalignment, pressure incompatibility).
6. Limitations and When to Replace
Despite the benefits of repair, there are scenarios where replacement is the safer, more practical option:
- Severe Structural Damage: If the cylinder tube is cracked, split, or has wall thickness below the minimum safety limit (as specified by the manufacturer), repair is not feasible—continued use could lead to catastrophic failure (e.g., tube rupture, fluid explosion).
- Obsolete Components: For older cylinders where OEM parts (e.g., custom end caps, specialized seals) are no longer available, repair may require non-standard modifications that compromise performance or safety.
- High Repair Costs: If damage is extensive (e.g., bent tube + cracked end caps + rod replacement), the total repair cost may exceed 70% of a new cylinder’s price. In such cases, replacement is more cost-effective over the long term (due to reduced maintenance needs).
- Safety Risks: Improperly repaired welds or misaligned components can cause the cylinder to fail under load, leading to equipment damage, injury, or fatalities. If a repair cannot be performed to OEM standards, replacement is mandatory.
7. Key Recommendation: Prioritize Professional Repair Services
Given the complexity of welded hydraulic cylinder repair—especially the precision required for weld removal, re-welding, and testing—DIY repairs are strongly discouraged. Only certified hydraulic repair technicians with:
- Expertise in welding high-strength steels (e.g., AISI 1045, 4140) and adherence to AWS (American Welding Society) standards.
- Access to specialized equipment (e.g., precision honing machines, hydraulic test benches, bore scopes).
- Knowledge of OEM design specifications (e.g., tolerances, pressure ratings, seal compatibility).
should perform these repairs. Choosing unqualified providers risks substandard work that leads to premature failure or safety hazards.